

Utilización de la fibra de banano (Musa sapientum) proveniente de los pseudotallos para la elaboración de papel y el aprovechamiento de residuos agrícolas
Use of pseudostem banana fiber (Musa sapientum) to produce paper and utilize agricultural residues
ACI Avances en Ciencias e Ingenierías
Universidad San Francisco de Quito, Ecuador
Recepción: 06 Abril 2020
Aprobación: 01 Octubre 2020
Resumen: La presente revisión bibliográfica tuvo como objetivo el observar el efecto que cada etapa del proceso Kraft tiene para poder obtener un papel de calidad adecuada. La investigación detalla que la obtención de la fibra comienza con la separación de lignina de la celulosa por medio de un digestor, seguido por las etapas de lavado, blanqueado, golpeado, prensado y secado. Asimismo, se analizó el aprovechamiento de los residuos del banano (Musa sapientum), por el potencial que tiene la fibra de esta fruta extraída principalmente de los pseudotallos, para la elaboración de un papel biodegradable y no tóxico. Esta revisión se realizó considerando como indicadores de calidad el porcentaje de celulosa y lignina en la fibra, brillo y pH en diferentes tipos de papel. El análisis de la información y los datos recopilados mostró que la fibra tiene entre 13-15% de lignina. Esto le confiere al papel de banano propiedades comparables con la fibra maderera. Asimismo, se observó que los compuestos químicos utilizados durante el procesamiento influyen en el brillo y el pH del producto final. El proceso investigado, haría más eficiente y eficaz la cadena de producción del banano, con posibilidades de generar una alternativa a la producción de papel y reducir la tala de árboles. Se sugiere promover la utilización de la fibra de banano para la producción de papel y su comercialización.
Palabras clave: desechos, biodegradable, propiedades físicas, papel, reutilización.
Abstract: This bibliographic review had the objective to investigate the effect that each stage of the Kraft process has in order to obtain a high-quality paper. Moreover, it analyzed the opportunity to reuse banana’s (Musa sapientum) pseudostem fiber for the potential of the extracted fiber, for the elaboration of biodegradable and non-toxic paper. The investigation details that the process to obtain the fiber starts with the separation of lignin from cellulose using a digester, followed by washing, bleaching, beating, pressing, and drying. The quality indicators used in this review were: cellulose and lignin percentage in the fiber, brightness, and pH of the different types of paper. The analysis of the information and the data collected shows that all banana fibers have between 13-15% of lignin. These results give banana paper similar characteristics as the paper obtained from wood fiber. Likewise, it was determined that the chemical compounds used in the process, influence the brightness and pH of the paper. The reviewed process suggests that the banana production chain could become not only more efficient but also more effective, with the possibility of creating an alternative to paper production and a reduction in deforestation. It is expected to see this type of paper being manufactured in the near future.
Keywords: banana waste, biodegradable, mechanical properties, paper, re-utilization.
INTRODUCCIÓN
El proceso para fabricar papel es conocido como Kraft, en el cual se somete a la madera previamente cortada y secada a una solución de hidróxido de sodio al 12% (NaOH) y sulfuro de sodio al 4% (Na2S) con alta presión y temperatura (105°C) [1]. La pulpa obtenida es lavada con agua caliente, secada, triturada y cernida utilizando tamices de mallas de 70-95 [5]. Se blanquea por medio de una dilución de 50-60% de hipoclorito de sodio (NaClO) en agua hirviendo, donde se coloca la pulpa por 45 minutos, agitando la mezcla cada 15 min. Se lava la pulpa las veces necesarias hasta que tenga una concentración de 5% de cloro residual y se añade entre 5-6% de carbonato de calcio (CaCO3) [2].
En la actualidad, la creciente preocupación por el medio ambiente ha hecho que la demanda de la utilización de fibras vegetales de origen no maderero para la fabricación de papel, se incremente debido a que los compuestos de esta fibra tienen muchas ventajas y aplicaciones. Por ejemplo, permite desarrollar nuevos componentes estructurales ligeros y ecológicamente adaptables debido a sus propiedades superiores, como baja densidad, rigidez adecuada, biodegradabilidad, reciclabilidad, renovabilidad y poca toxicidad comparado con el papel convencional [3]. Más aún, en un país tropical como Ecuador, la materia prima para la elaboración de papel de banano es ampliamente accesible, puesto que estas plantas están disponibles en abundancia y no son completamente usadas. Asimismo, el cultivo de banano es importante debido a que genera empleo para aproximadamente un millón de familias [4], por lo que al aprovechar las fibras de esta planta, se ampliará la demanda de mano de obra.
Entre los productos que se pueden fabricar está papel para escribir y papel para envolver alimentos, entre otros [5]. Es decir, el utilizar el tallo del banano contribuye a la sostenibilidad, generación de empleo y aprovechamiento de desechos [4].
En base al marco conceptual planteado, el objetivo de este análisis bibliográfico fue recopilar y tabular información de investigaciones que aprovecharon la fibra del banano para la elaboración de papel en reemplazo a la fibra maderera.
MATERIALES Y MÉTODOS
El presente artículo es una revisión bibliográfica de publicaciones que evaluaron el uso de la fibra de Musa sapientum para producir papel. Las publicaciones fueron seleccionadas de acuerdo a los siguiente parámetros: autores que elaboraron el papel y utilizaron el proceso Kraft para dicha elaboración.
Inicialmente, se recopiló la siguiente información sobre la calidad del papel: porcentaje de lignina, celulosa, fuerza de tensión, pH y brillo. Estos datos fueron tabulados, analizados y contrastados a fin de inferir conclusiones y realizar recomendaciones para futuros estudios.
RESULTADOS Y DISCUSIÓN
El proceso Kraft es el más usado en la fabricación de papel. Cada etapa es de gran importancia (Figura 1). Por ejemplo, de acuerdo con Khan et al., la utilización de hidróxido de sodio y sulfuro de sodio permiten la separación de la lignina de la celulosa, debido a que los aniones hidróxido e hidrosulfuro reaccionan con la lignina, rompiéndola en fragmentos diminutos que son solubles en agua o en una solución alcalina [1]. De igual forma, estudios realizados por Sathish y Kesavan [3] han demostrado que, tanto los químicos empleados como el proceso de fabricación influyen sobre las propiedades térmicas y el comportamiento mecánico del papel final. Esto se corrobora con estudios realizados por Singh et al. que determinaron que añadir NaOH al 12%, combinado con una alta presión de saturación, permite una correcta disolución de la lignina, dejando libre a la celulosa y mejorando las propiedades mencionadas. Este proceso, además, ayuda a limpiar las impurezas contenidas en la fibra y aumentar su área de superficie, mejorando su humectabilidad e impregnación en las futuras etapas [6].
Por otro lado, según Vigneswaran et al., la utilización de NaClO mejora el color de la pulpa, ya que está compuesto de cloro en estado de oxidación +1, el cual al ser un oxidante fuerte actúa como blanqueador. Adicionalmente, a través de un proceso de mezclado con alto cizallamiento, el CaCO3 se impregna en las fibras, lo que produce aumento en la resistencia, suavidad, brillo y limpieza del producto final [2] debido a que se une a compuestos presentes en el papel formando enlaces covalentes que protegen los enlaces fibra-fibra, previniendo la ruptura del papel. Asimismo, se introduce en la fibra, cerrando, rellenando y estabilizando los poros presentes [7]. Con respecto al brillo y limpieza, Wahab analizó que el CaCO3 brinda este beneficio ya que tiene una estructura romboédrica que permite una mayor reflexión de luz [8]. Finalmente, la etapa de golpeo (2000 a 4000 rev/min) a la que es sometida la pulpa permite aumentar la densidad, flexibilidad y resistencia del papel y disminuye su aspereza [1]. En un estudio realizado por Jansson se evidenció que a mayor cantidad de revoluciones por minuto, se incrementa la dureza del papel debido a que se rompen las paredes celulares de la fibra, generando la proliferación de pedazos de celulosa que se unen entre sí, fomentando la flexibilidad y dureza [12].
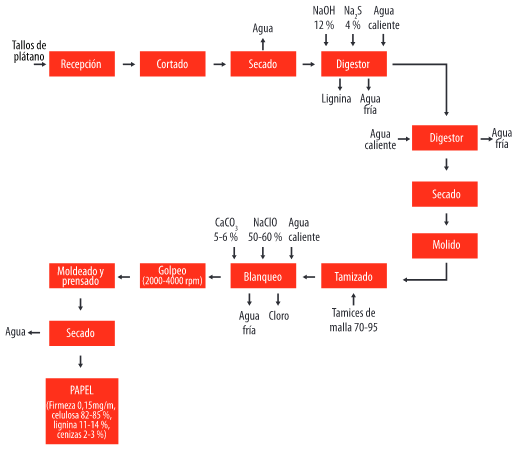
Proceso de fabricación de papel a partir del tallo del banano
| Tipo de papel | Celulosa de la fibra [%] | Lignina de la fibra [%] | Brillo [%] | pH | Referencia |
| Papel bond | 61.5 | 14.9 | 45 | 5.91 | [1] |
| Papel tipo pañuelo | 32.5 | 15.0 | 85 | 7.50 | [6] |
| Papel para envoltura para alimentos | - | - | 29 | 7.95 | [5] |
| Papel Artesanal | 82.0 | 13.0 | 41 | 8.50 | [9] |
Composición y características físico químicas de diferentes papeles obtenidos con fibra de banano
La celulosa presente en la fibra es difícil de aislar de manera pura, ya que se encuentra fuertemente ligada con la lignina. Se espera que el contenido de celulosa sea alto, mientras que el de lignina sea bajo, debido a que la última es la principal causante de problemas como la excesiva absorción de agua, hinchazón de la fibra y reducción del rendimiento del refinado de la pulpa [10]. Desde esta perspectiva según la Tabla 1 el mejor papel sería el artesanal. Sin embargo, dependiendo del tipo de papel, varía la cantidad de celulosa, ya que a mayor cantidad de celulosa, mayor rigidez tiene el papel. Esto coincide con lo encontrado por Robles et al., en donde se evidenció que a mayor cantidad de microfibrillas de celulosa en el papel, se tiene una mayor resistencia a la tensión [11].
Con respecto al brillo, un papel convencional fabricado a base de fibra maderera tiene un brillo entre 0 y 100. Mientras más cercano al número superior, mayor brillo y blancura tendrá el papel. Asimismo, nótese que el brillo se relaciona con el tipo de papel y el tratamiento empleado para su obtención. En este caso, como se puede observar en la Tabla 1, el valor más alto para el brillo fue el papel tipo pañuelo realizado por Singh y Bandyopadhyay, donde se indica que el papel obtenido debido al tratamiento empleado con CaCO3 es blanco y refleja mucha luz en su superficie [6]. Esto se corrobora con el estudio realizado por Wahab, en donde se explica que el aplicar agentes de relleno como el CaCO3 ayudan a mejorar el brillo del producto final debido a su composición química [8]. Por otro lado, el valor más bajo fue el papel para envoltura para alimentos realizado por Kumar et al. (Tabla 1), en donde se empleó peróxido de hidrógeno para la etapa de blanqueamiento. Este compuesto posee un ácido débil que se descompone fácilmente con el calor y libera oxígeno, el cual actúa como oxidante para blanquear el material. Sin embargo, esta reacción es menos efectiva que la del CaCO3 , razón por la cual el papel posee un menor brillo [5].
En relación al pH, un papel de calidad debe mantenerse en un rango de 7,5 a 8. Esto se debe a que la acidez o alcalinidad excesiva en un papel pueden generar cambios poco deseables en el producto final. Un pH ácido, causará una degradación, amarillamiento, pérdida de la resistencia mecánica de las fibras y proliferación de microorganismos en la superficie del papel. De esta manera, para mantener el papel libre de ácidos, se debe desacidificar manual o mecánicamente utilizando compuestos como el bicarbonato de calcio/magnesio o hidróxido de calcio. Al incorporarlos, se evitará a futuro la absorción de ácidos del medioambiente. En un estudio realizado por Jansson se observó que a un pH de 3 se obtiene valores menores de retención de agua, índice de tracción, índice de rigidez a la tracción, índice de compresión e índice de resistencia al aplastamiento de bordes, lo que afecta negativamente la calidad del papel final. Sin embargo, al momento de hacer los análisis en un papel con pH de 4.55.6, no se observó ningún cambio significativo sobre los parámetros mecánicos [12]. En relación a la alcalinidad, un estudio realizado por Malesic et al., demostró que pH muy elevados en el papel pueden causar una degradación del mismo a medida que va envejeciendo, siendo las pulpas donde se utilizó bicarbonato de magnesio para desacidificar las más inestables [13].
Asimismo, si la desacidificación no se realiza de manera adecuada y el pH del papel resulta fuertemente alcalino, se produce una reacción llamada β-alcoxieliminación que es la causa principal de la degradación de papeles. Este proceso se basa en una erosión gradual seguido por una reacción de oxidación que hará al papel susceptible a la degradación en presencia de un pH alcalino. Otra razón por la cual se busca evitar este pH es por la presencia de puntos de rotura y grupos terminales compuestos por ácido glicólico y ésteres de celulosa que son solubles en soluciones alcalinas y estables en pH neutro [14]. Con lo mencionado anteriormente, se puede afirmar que los papeles tipo pañuelo y para envoltura de alimentos (Tabla 1) son los mejores en relación a su pH.
CONCLUSIONES Y RECOMENDACIONES
En la presente revisión bibliográfica a varios autores y a los métodos empleados por ellos se deduce e/o infiere que:
El método Kraft es el más utilizado para obtener la celulosa necesaria y retirar la lignina.
Cada etapa de este proceso es importante en la elaboración de un papel de banano de calidad.
En relación a los porcentajes adecuados de celulosa y lignina, las fibras obtenidas del papel bond y artesanal cumplirían con las características químicas que permiten tener un material alternativo ideal para la fabricación del papel.
De las variedades de papel revisadas, la que obtuvo el mayor brillo fue la del tipo pañuelo, debido a los compuestos químicos empleados para su fabricación, v).-con relación al pH, los papeles tipo pañuelo y para envoltura de alimentos cumplirían con los parámetros requeridos. Los demás papeles poseerían un pH muy ácido o básico lo cual puede generar problemas en el producto final.
Además, todos los autores revisados destacan el potencial de la fibra de banano como alternativa al uso de la fibra maderera para la fabricación de distintos tipos de papel que son utilizados comúnmente, ya que usan el desecho de las plantaciones bananeras, lo cual se alinea con la tendencia actual de utilizar productos que sean amigables con el medio ambiente.
Finalmente, y por su potencial, se recomienda analizar la factibilidad económica de la producción y comercialización de los diversos tipos de papel a base de fibra de banano.
CONTRIBUCIONES DE LOS AUTORES
CONFLICTO DE INTERÉS
Los autores declaran que esta investigación fue conducida en la ausencia de relaciones comerciales o financieras que pudieran constituir un potencial conflicto de interés.
REFERENCES
[1] Khan, M. Z. H., Sarkar, M. A. R., Al Imam, F. I. & Malinen, R. O. (2014). Paper making from banana pseudostem: Characterization and comparison. Journal of natural fibers, 11(3), 199–211. doi: https://doi.org/10.1080/15440478.2013.874962
[2] Vigneswaran, C., Pavithra, V., Gayathri V. & Mythili, K. (2015). Banana fiber: Scope and Value-Added Product Development. Journal of textile and apparel, technology and management, 9(2), 1–7. Recuperado de https://ojs.cnr.ncsu.edu/index.php/JTATM/article/view/6825/3586
[3] Sathish, P. & Kesavan, R. (2015). Banana Fibre Reinforced Composites: A Review. International Journal of Advanced Research in Science, Engineering and Technology, 2(10), 872–874.
[4] Cortez, A. (2014).Elaboración de papel a base de residuos de banano (Tesis de Ingeniero en Comercio y Finanzas). Universidad Católica de Santiago de Guayaquil. Guayaquil. Recuperado de http://repositorio.ucsg.edu.ec/handle/3317/1706
[5] Widiastuti, A., & Elfi, S. (2018). Natural wrapping paper from banana (Musa paradisiaca Linn) peel waste with additive essential oils. Journal of Physics: Conference Series. doi: http://doi.org/10.1088/1742-6596/1022/1/012032
[6] Singh, L., & Bandyopadhyay, T. K. (2013). Handmade paper from banana stem. International Journal of Scientific & Engineering Research, 4(7), 2074–2079. Recuperado de https://www.ijser.org/paper/Handmade-paper-from-banana-stem.html
[7] Francisco, M. J. (2015). Evaluación de la resistencia a la absorción de agua, ataque de termitas Nasutitermes corniger y propiedades mecánicas de un material lignocelulósico. Recuperado de https://cicy.repositorioinstitucional.mx/jspui/bitstream/1003/415/1/PCM_M_Tesis_2015_Milton_Jimenez.pdf
[8] Wahab, G.H. (2018). Characterizations of El Minia limestone for manufacturing paper filler and coating. Egyptian Journal of Petroleum, 27(4),437-443. doi: https://doi.org/10.1016/j.ejpe.2017.07.007
[9] Kumar, A., Singh, B., Jain, R., & Sharma, A. (2013). Banana Fibre (Musa sapientum): A Suitable Raw Material for Handmade Paper Industry via Enzymatic Refining. International Journal of Engineering Research & Technology (IJERT), 2(10), 1338 –1350. Recuperado de www.ijert.org
[10] Mogollón, G., García, J., & León, W. (2008). Materias primas fibrosas. En G. Mogollón, J. García, & W. León, Panorama de la industria de celulosa y papel en la Iberoamérica 2008 (págs. 16-26). Innovación Digital.
[11] Obst, J. (1990). Lignins: Structure and Distribution in wood and pulp. Materials Research Society Symposium, 11-20.
[12] Jansson, J. (2015). The influence of pH on fiber and paper properties (Tesis de posgrado para la obtención de Máster). Digitala Vetenskapliga Arkivet. Recuperado de http://www.diva-portal.org/smash/get/diva2:823180/FULLTEXT01.pdf
[13] Malesic, J., Kolar, J., & Strlič, M. (2002). Effect of pH and carbonyls on the degradation of alkaline paper factors affecting aging of alkaline paper. Restaurator. International Journal for the Preservation of Library and Archival Material, 23(3), 145-153. DOI: https://doi.org/10.1515/REST.2002.145
[14] Lera Santín, A. (2011). Aplicaciones enzimáticas en procesos de conservación y restauración de obras de arte. Consolidación de celulosa. Servicio Editorial de la Universidad del País Vasco/Erandio, España. ibit.ly/68g7